The reliability of a high-temperature hydraulic cylinder cannot be judged only by the temperature rating of its seals.
Even when a cylinder uses FKM, PTFE, or high-temperature polyurethane seals, it may still develop leakage, drift, crawling, or premature seal damage if the hot-state clearances, guidance, cushioning, hydraulic fluid, or operating cycle are unsuitable.
A complete test should therefore reproduce the actual oil temperature, pressure, speed, load, and cycle frequency as closely as possible. The results should also be compared with room-temperature performance.
Establish a Room-Temperature Baseline
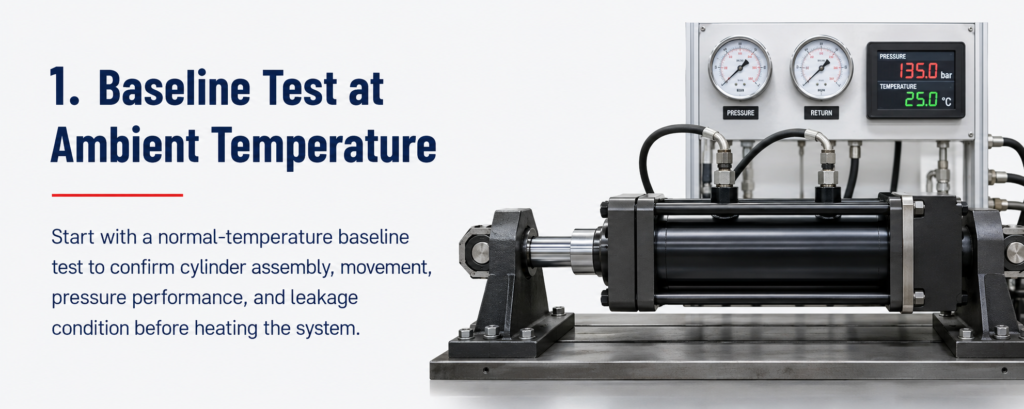
Before heating the oil, test the cylinder under normal room-temperature conditions. This confirms that there are no obvious machining, assembly, alignment, or sealing problems before the high-temperature test begins.
The baseline should normally include:
- No-load cycling
- Minimum starting pressure
- Working-pressure and proof-pressure testing
- Pressure-holding testing
- Internal and external leakage inspection
- Cushioning and low-speed movement
Record extension and retraction time, oil temperature, pressure, movement stability, noise, and leakage.
These values provide a reference for evaluating changes after the cylinder becomes hot. Without baseline data, it is difficult to determine whether a performance change is caused by temperature or by an existing cylinder defect.
Heat the Oil to the Target Temperature
Raise the oil temperature gradually using system circulation, an external heater, or a temperature-controlled reservoir.
The cylinder tube, piston, piston rod, guide bushing, and seals need enough time to reach a stable thermal condition. Heating only the reservoir oil without allowing the cylinder components to warm up may produce misleading results.
The test should cover:
- Normal continuous oil temperature
- Maximum continuous oil temperature
- Short-term peak temperature, where required
Do not record only the reservoir temperature. Measure the temperature at the cylinder inlet, return line, cylinder tube surface, and, where possible, the rod-seal area.
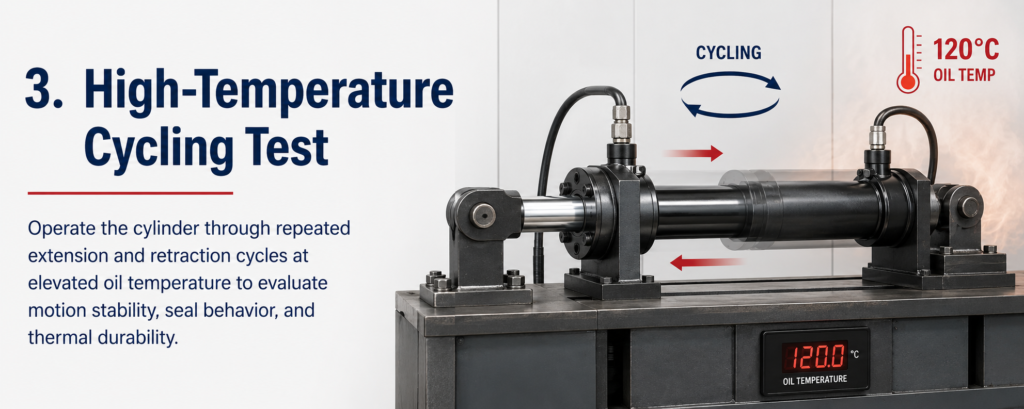
Perform High-Temperature Cycling
Once the target temperature is stable, cycle the cylinder continuously at the expected operating speed and frequency.
The test should reproduce the actual stroke, load, direction changes, dwell time, and operating intensity as closely as possible.
During the test, observe:
- Changes in extension and retraction speed
- Smoothness during starting and reversal
- Crawling, vibration, or abnormal noise
- Temperature rise around seals and guide areas
- Rod alignment and oil-film condition
- External seepage after extended operation
The required cycle count depends on the application. A frequently operated cylinder requires a longer and more representative test than one used only occasionally.
A few no-load strokes at the target temperature are not enough to confirm long-term high-temperature performance.
Repeat the Pressure Test While Hot
Hydraulic oil becomes thinner as temperature rises, while some sealing materials may soften.
The cylinder should therefore be tested again at its working pressure and specified proof pressure while hot.
Increase pressure gradually and inspect:
- Cylinder tube, base, and welds
- Cylinder head and static seals
- Hydraulic ports and fittings
- Rod and guide areas
- Seal extrusion or deformation
- Abnormal component deformation
- Pressure instability
Sudden loading should be avoided because it can introduce impact and hide the actual thermal behavior of the cylinder.
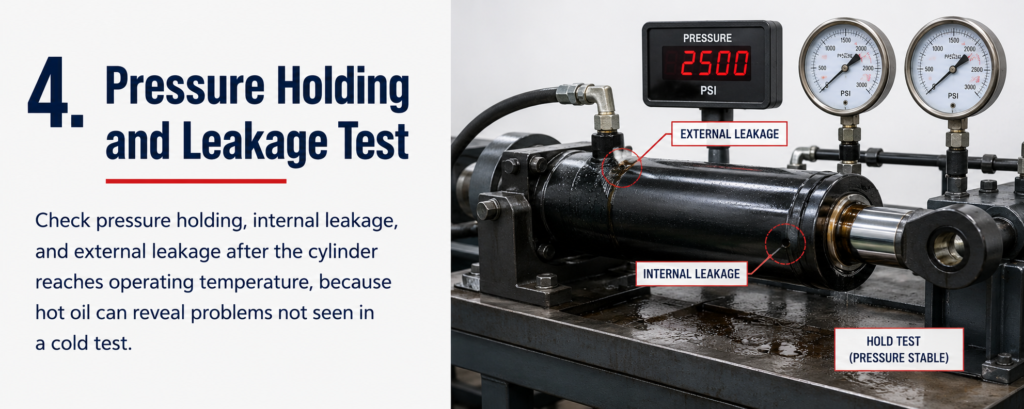
Conduct a Hot-State Pressure-Holding Test
Place the cylinder at the specified stroke position, apply the required pressure, isolate the circuit, and record:
- Pressure drop
- Piston rod displacement
- Holding time
- Oil and cylinder temperature
If the cylinder holds normally when cold but shows greater pressure loss or movement when hot, possible causes include increased piston-seal leakage, reduced static-seal performance, excessive hot-state clearance, or leakage in the test valve block.
The test circuit should be designed to minimize valve leakage. Otherwise, control-valve leakage may be incorrectly identified as cylinder leakage.
Measure Internal Leakage
An internal leakage test checks whether the piston seal can continue separating the two cylinder chambers when the oil is hot.
Move the cylinder to the specified position, apply pressure to one chamber, and measure the oil escaping from the opposite port.
The test procedure should clearly define:
- Oil temperature
- Test pressure
- Holding time
- Cylinder position
- Permitted leakage rate
Simply watching whether the piston rod moves may not be accurate enough.
For cylinders with strict load-holding or positioning requirements, use a graduated container, flowmeter, or data-acquisition device to record the actual leakage rate.
Inspect External Leakage
After high-temperature cycling and pressure testing, clean the cylinder and inspect all possible leakage points.
Pay particular attention to:
- Phớt thanh
- Cylinder head and flange connections
- Hydraulic ports and fittings
- Cylinder base and welds
- Sensor interfaces
- Bleed points
- Cushion-adjustment positions
A light lubricant film should be distinguished from continuous seepage or dripping.
Record the exact leakage location, when it first appeared, and whether the amount increased with temperature or operating time. A report stating only “leak” or “no leak” provides limited value for design improvement.
Test Cushioning at Operating Temperature
Cylinders with end-of-stroke cushioning should be tested at the actual operating speed and hot-oil temperature.
Lower oil viscosity may change the flow through cushion clearances and orifices. Cushioning may become too weak and allow impact, or excessive restriction may create high backpressure and additional heat.
Observe:
- Cushion stroke
- End-of-stroke speed
- Pressure peak
- Impact noise
- Temperature rise
- Release from the cushion zone
The cushioning system should reduce impact without causing excessive restriction, unstable reversal, or abnormal heat generation.
Check Low-Speed Movement
Operate the cylinder at its minimum design speed and check for:
- Stick-slip movement
- Speed fluctuation
- Difficult starting
- Crawling or shaking
- Reversal shock
Poor low-speed performance may be caused by seal friction, air in the oil, side loading, guide wear, or instability in the hydraulic control circuit.
The cylinder and hydraulic system should therefore be evaluated together rather than treating every low-speed problem as a seal defect.
Repeat the Test After Cooling
After the high-temperature test, allow the cylinder to cool naturally to room temperature.
Repeat the movement, pressure-holding, internal leakage, and external leakage checks.
This can reveal whether the seals have suffered compression set, permanent deformation, heat damage, or loss of elasticity.
Where required, disassemble the cylinder and inspect:
- Rod and piston seals
- Wear rings and guide components
- Cylinder bore
- Piston rod surface
- Rãnh đệm
- Vòng đệm dự phòng
Look for extrusion, cutting, hardening, burning, scoring, discoloration, or abnormal wear.
Record Complete Test Data
A high-temperature test report should contain measurable data rather than only general observations.
| Test Category | Main Data to Record |
|---|---|
| Nhiệt độ | Reservoir, inlet, return-line, cylinder tube, and seal-area temperature |
| Áp lực | Working, proof, holding, and peak pressure |
| Thời gian | Heating, cycling, holding, and cooling duration |
| Chuyển động | Speed, stroke time, cycle count, and low-speed behavior |
| Leakage | Internal leakage rate and external leakage location |
| Sự dịch chuyển | Rod movement during pressure holding |
| Condition | Noise, vibration, cushioning, temperature rise, and visible wear |
Photos, temperature curves, pressure curves, and leakage records can provide useful evidence for sample approval and production validation.
Kết luận
A room-temperature proof-pressure test alone cannot confirm reliable high-temperature performance.
A complete validation process should include a room-temperature baseline, controlled heating, high-temperature cycling, pressure testing, pressure holding, internal and external leakage measurement, cushioning evaluation, low-speed testing, and cool-down inspection.
Only when the cylinder remains stable under realistic oil temperature, pressure, speed, load, and cycle conditions can its seals, hot-state clearances, guidance, cushioning, and hydraulic fluid be considered suitable.
AiSoar Hydraulics can develop high-temperature hydraulic cylinder test plans according to the customer’s temperature, pressure, speed, cycle frequency, and load-holding requirements. Key test data can be recorded to support sample approval and batch-production verification.


