はじめに
機械メーカー・販売代理店向けの実用ガイド
油圧シリンダを交換する場合や、新しく製作・注文する場合には、正確な寸法情報が欠かせません。ボア径、ロッド径、ストローク、取付寸法などを正しく測定することで、機械への適合性と安定した作動性能を確保できます。
本ガイドでは、油圧シリンダを正確に測定するために確認すべき主要項目と、測定時の注意点について解説します。
油圧シリンダを正しく測定することは、適切な交換品や特注品を製作するための重要なステップです。特に、ストローク、ボア径、ロッド径、全縮長、全伸長、取付寸法を正確に確認してください。また、シリンダ本体と取付部の写真を添付いただくと、仕様確認がよりスムーズになります。
正確な測定が重要な理由
-
機械に適合しないシリンダの発注を防ぐ
-
再加工や返品にかかる時間・コストを削減する
-
適切な作動性能と安全性を確保する
-
サプライヤーとの仕様確認をスムーズにする
"交換用またはOEM製作用の油圧シリンダは、どのように測定すればよいですか?"
以下の手順に沿って確認していきます。
油圧シリンダの測定手順:

Step1:銘板・型式情報の確認
まず、シリンダ本体の銘板、型式、品番を確認します。銘板には、ボア径、ロッド径、ストロークなどの仕様情報が記載されている場合があります。これらの情報を確認することで、測定作業を簡略化し、仕様確認の精度を高めることができます。 ボア径を測る
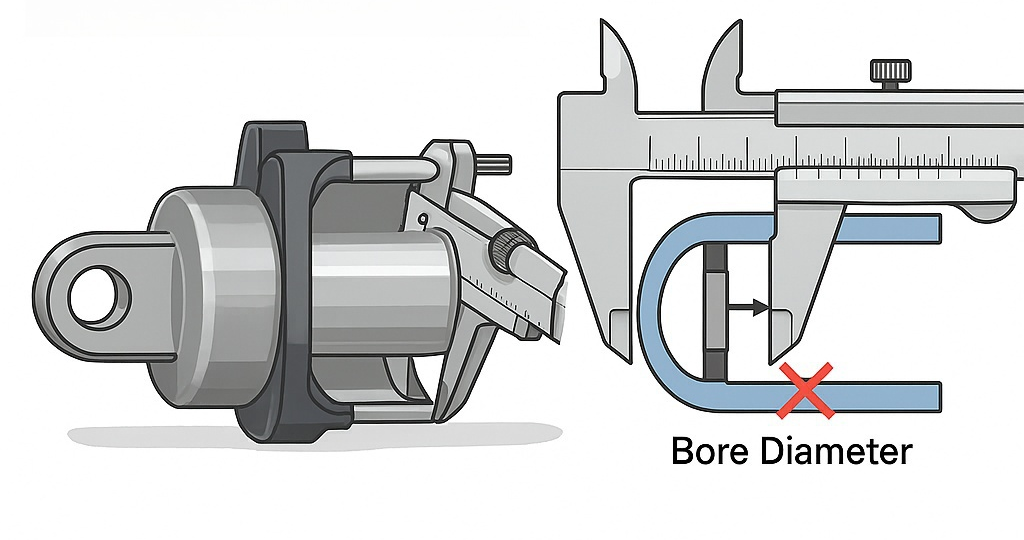
Step2:ボア径の測定方法
シリンダバレルの内径を測定します。ボア径は、ピストンが作動するシリンダ内径を指し、油圧シリンダの推力を決める重要な寸法です。
- ノギスの内側用ジョーをシリンダバレル内に差し込みます。
- 内壁と内壁の間の直径を測定します。
- ノギスを水平に保ち、測定面に対して垂直になるように注意します。
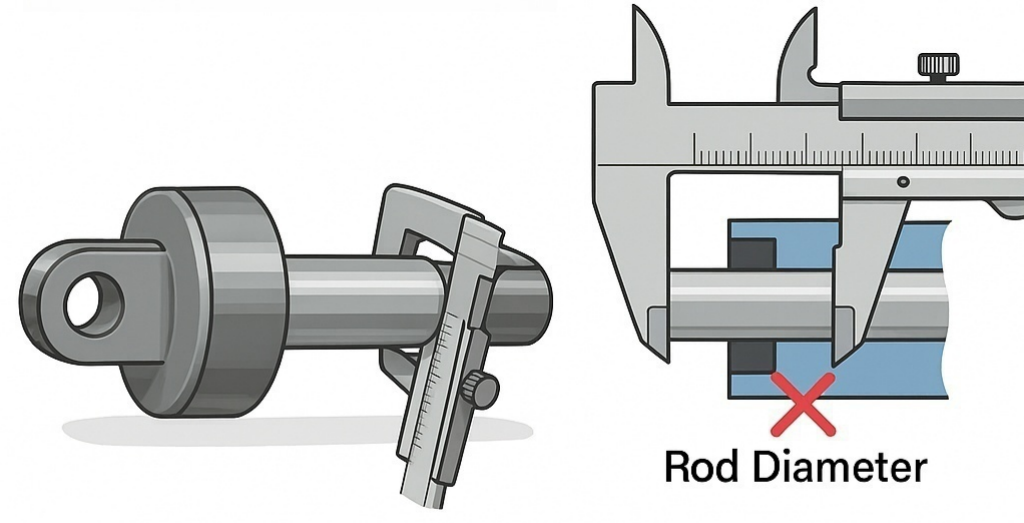
Step3:ロッド径の測定方法
-
ノギスをロッド表面の滑らかな部分に当てます。
-
ロッドの外径を測定します。
-
傷、摩耗、錆、シール部を避けて測定してください。
Step4:全縮長の測定方法
-
シリンダロッドを完全に縮めます。
-
両端の取付ピン穴の中心から中心までの距離を測定します。
重要:必ず実際の取付位置を基準に、取付中心間の長さを測定してください。
Step5:全伸長の測定方法
-
//
-
両端の取付ピン穴の中心から中心までの距離を測定します。
Step6:ストロークの測定方法
-
//
-
シリンダロッドを完全に縮めた状態の取付中心間距離を測定します。
-
ストローク = 全伸長 − 全縮長

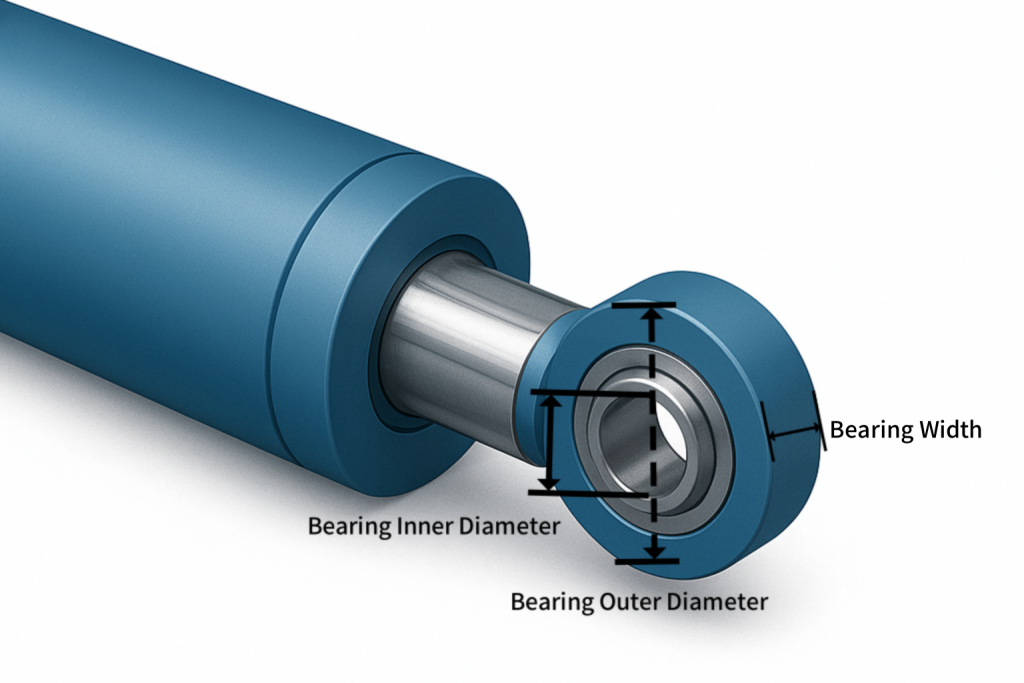
Step7:取付寸法の測定方法
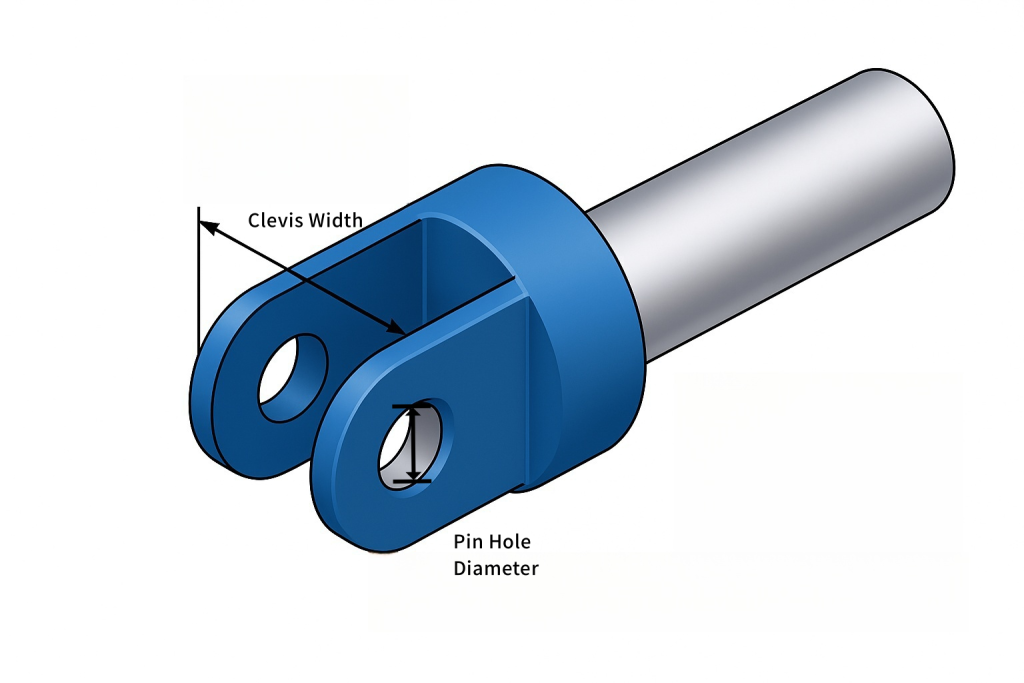
1. 注:クレビス幅とピン穴径は、既存の取付ピンがそのまま使用できるかどうかを判断する重要な寸法です。
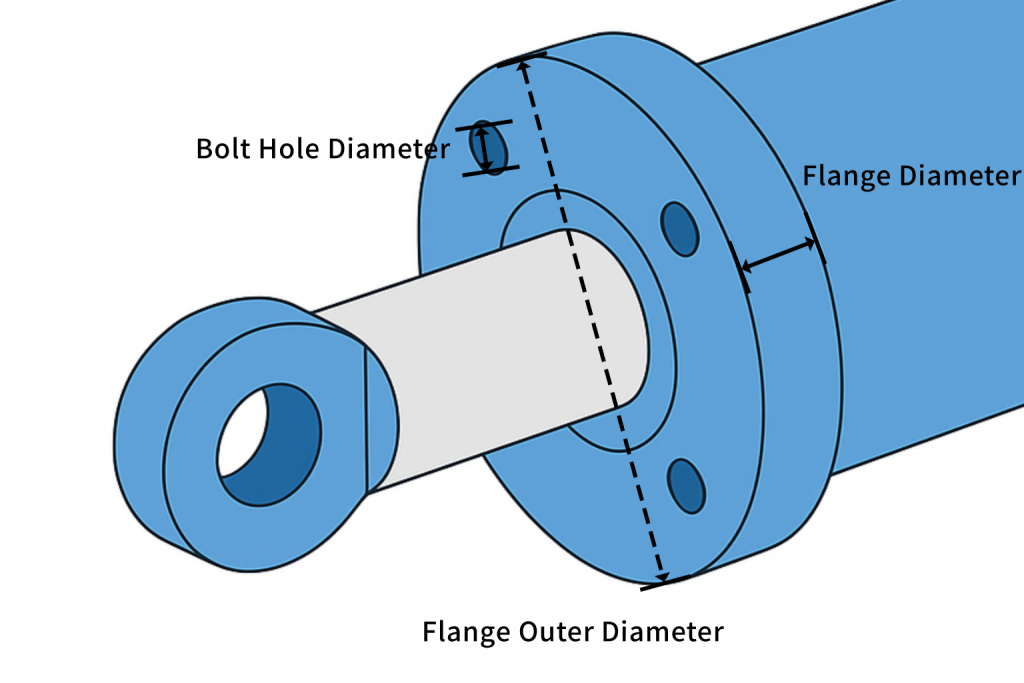
2. 注:フランジタイプの場合は、ボルト穴径、ボルト穴数、PCD(ボルト穴中心円径)を正確に測定してください。特にPCDは測定ミスが起こりやすいため、必ずボルト穴の中心を基準に確認してください。
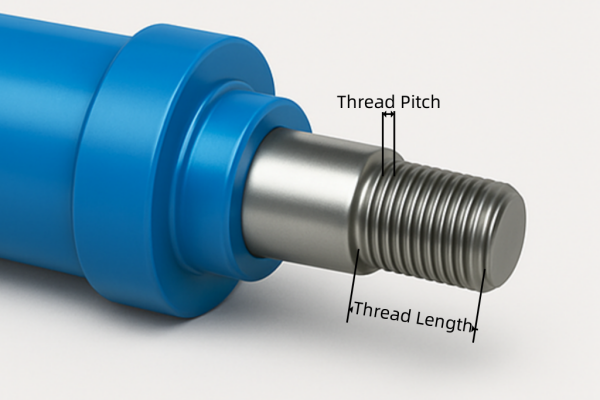
3. 注:ねじ込みタイプの場合は、ねじ外径だけでなく、ねじピッチとねじ長さも必ず確認してください。ねじピッチを確認しないと、取付部が適合しない原因になります。
よくある測定ミス
-
ストロークを正しく確認していない(全伸長と全縮長を正しく測定し、ストロークを確認する必要があります)
-
ボア径とシリンダ外径を混同している
-
取付寸法の測定漏れ
-
全縮長ではなく、シリンダチューブ本体の長さを報告している
-
取付形式を明確に指定していない
測定値をAiSoarへ送付する方法
採寸後は、以下の情報をお送りください。
-測定値を表に整理して記入してください。
-シリンダ本体および取付部の詳細写真を撮影してください。
-測定フォームと写真をメールでお送りください。E-mail: [email protected]
結論
必要な寸法を正しく確認すれば、油圧シリンダの測定は決して難しい作業ではありません。正確な測定情報をもとに、AiSoarはお客様の機械に適した油圧シリンダをご提案・製作できます。
26年以上の経験を持つ油圧シリンダメーカーとして、AiSoarは以下のサポートを提供しています。
✅ 競争力のある価格で提供する高品質な油圧シリンダ
✅ OEM・特注仕様への迅速な対応
✅日本を含む海外出荷対応
✅専門的な技術サポート